بيت / مدونة / أخبار الصناعة / لماذا يجب عليك اختيار آلة القطع بالهواء من نوع القص بدلاً من طرق الحز الأخرى؟

طلب عرض أسعار

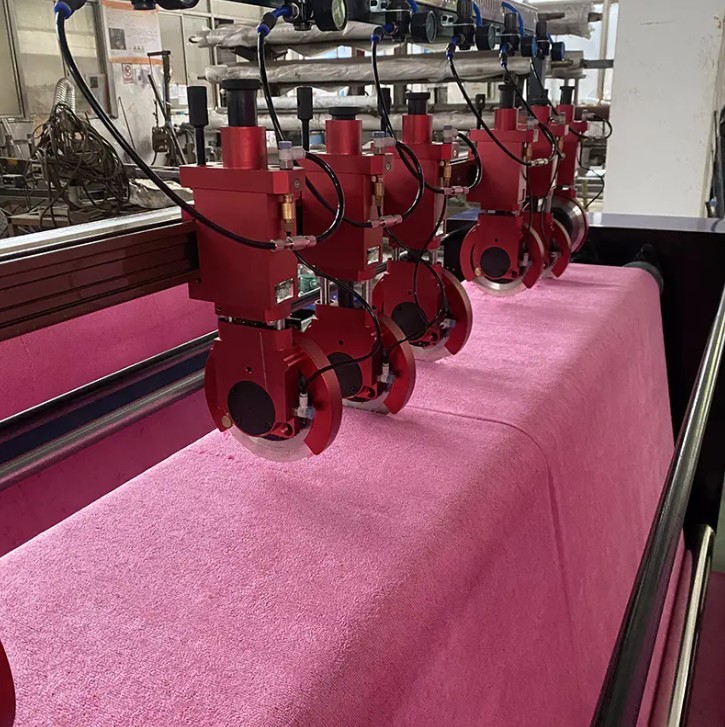
عند تحويل العمليات حيث يجب تقطيع لفات الفيلم أو الرقائق أو الورق أو الأقمشة غير المنسوجة أو مواد التغليف المرنة إلى عروض أضيق، فإن اختيار آلية القطع له تأثير مباشر وقابل للقياس على جودة الحافة وسرعة الإنتاج وإنتاجية المواد وتكلفة صيانة المعدات. ال آلة قطع الهواء من نوع القص - التكوين الذي يستخدم شفرات القص الدوارة التي يتم تشغيلها بالهواء المضغوط لقطع المواد من خلال عملية قص تشبه المقص - أصبح واحدًا من أكثر تقنيات الحز المعتمدة على نطاق واسع عبر عمليات التعبئة والتغليف والإلكترونيات وتحويل المواد الطبية والصناعية. إن فهم المزايا المحددة التي يقدمها هذا النوع من الماكينات مقارنة ببدائل قطع الدرجات والسحق والقطع يوفر أساسًا واضحًا لاتخاذ قرارات مستنيرة بشأن المعدات الرأسمالية.
قبل دراسة المزايا، من المفيد الفهم الواضح لمبدأ التشغيل. في تكوين الحز من نوع القص، يتم وضع أزواج من الشفرات العلوية والسفلية الدائرية على طول عرض مسار الويب. تتداخل الشفرة العلوية مع الشفرة السفلية بمقدار يمكن التحكم فيه — عادةً 0.5 إلى 2.0 ملم - وتطبق الشفرتان اللتان تدوران بشكل عكسي قوة قص على النسيج أثناء مروره بينهما، مما يؤدي إلى قطعه بنفس الطريقة الميكانيكية التي يقطع بها المقص الورق. يشير تصنيف "قاطع الهواء" إلى نظام التشغيل الهوائي: تعمل أسطوانات الهواء المضغوط على تعشيق حاملات الشفرات وفصلها، ووضع الشفرات بدقة وتطبيق قوة جانبية متسقة يمكن التحكم فيها للحفاظ على الاتصال الصحيح للشفرة بالشفرة طوال عملية الحز.
يعد نظام المشاركة الهوائية هذا أمرًا أساسيًا للعديد من المزايا التشغيلية الأكثر أهمية للماكينة. على عكس حاملات الشفرات المثبتة ميكانيكيًا والتي تتطلب إعادة ضبط موضعها يدويًا باستخدام الأدوات اليدوية، يمكن تعشيق الحاملات التي يتم تشغيلها بالهواء المضغوط وفصلها بسرعة من لوحة التحكم، ويتحكم ضغط الهواء المزود إلى كل محطة شفرات بشكل مباشر في القوة الجانبية - التي تسمى القوة الجانبية أو قوة التداخل - المطبقة على الشفرات. يستغرق ضبط هذه القوة عن طريق تغيير ضغط الإمداد ثوانٍ، دون إيقاف الماكينة أو لمس مجموعة الشفرة فعليًا.
تعد جودة الحواف هي أكثر خصائص الإخراج أهمية في أي عملية حز، وتنتج آلية القطع بالقص حوافًا أنظف باستمرار من طرق القطع أو القطع السحق عبر أوسع نطاق من أنواع المواد. في عملية الحزّ بالقص، يتم قطع ألياف المادة أو السلاسل الجزيئية بشكل نظيف عن طريق وجوه الشفرة المتعارضة التي تمر على مسافة قريبة، مع تطبيق الحد الأدنى من قوة الضغط بشكل عمودي على سطح الويب. وينتج عن ذلك حافة مشقوقة تكون مستقيمة وناعمة وخالية من التمزق الخشن أو توليد الغبار أو تجعد الحافة الذي غالبًا ما ينتج عن قطع الحزوز في المواد الهشة أو ذات الطبقات.
بالنسبة للأفلام متعددة الطبقات المستخدمة في التغليف المرن - مثل شرائح PET/AL/PE أو النايلون/PE - تعمل عملية القطع على تثبيت كل طبقة في ضغط بين الشفرتين في وقت واحد، مما يمنع تشقق الطبقات البينية عند حافة الشق الذي يحدث عادةً عندما تطبق طرق القطع السحق تحميل ضغط غير متساوٍ عبر سمك الصفائح. تستجيب رقائق الألومنيوم، المعرضة بشكل خاص لتشقق الحواف تحت ضغط القطع، بشكل جيد لقطع القص لأن عملية القص توزع إجهاد القطع بشكل جانبي بدلاً من تركيزه عند خط القطع.
تتمتع الحواف المشقوقة النظيفة بفوائد متتالية من خلال سلسلة توريد التحويل والاستخدام النهائي. في العبوات المطبوعة، تؤدي عيوب الحواف إلى رفض واضح للجودة في متاجر التجزئة. في عملية قطع رقائق القطب الكهربائي للبطارية لخلايا أيون الليثيوم، تعد الحواف الخالية من النتوءات متطلبًا بالغ الأهمية للسلامة - يمكن للنتوءات المعدنية الموجودة على حافة القطب أن تخترق الفاصل وتتسبب في حدوث دوائر قصيرة داخلية. في العبوات الطبية، تعد سلامة الحافة جزءًا من التحقق من جودة الختم. تعمل الحافة الثابتة لقاطع الهواء من النوع القص على تقليل معدلات العيوب عند نقاط التفتيش النهائية، مما يقلل من تكلفة الجودة الإجمالية عبر سلسلة الإنتاج.
في بيئات التحويل عالية الخلط حيث تتغير عروض الشقوق بشكل متكرر بين أوامر الإنتاج، فإن الوقت اللازم لإعادة ضبط موضع مجموعات الشفرات هو المحرك المباشر لوقت توقف الماكينة وتكلفة العمالة. نظام التشغيل الهوائي لآلة قطع الهواء يعالج هذا الأمر بشكل مباشر. يتم تثبيت حاملات الشفرات على عمود أو شعاع دقيق ويمكن انزلاقها إلى المواضع المطلوبة مع وجود الشفرات في حالة فك الارتباط. بمجرد وضعه، يؤدي الضغط على مفتاح التحكم في تعشيق الهواء إلى جعل الشفرات تتلامس مع القطع في أقل من ثانية لكل محطة، دون أي تشديد يدوي أو تثبيت أو ضبط ميكانيكي لحاملات الشفرات الفردية.
في الماكينات كاملة الميزات، يمكن ضبط القوة الجانبية التي تطبقها الأسطوانات الهوائية بشكل فردي لكل محطة شفرات باستخدام منظمات ضغط متناسبة، مما يسمح للمشغل بضبط جودة القطع للمواد المختلفة أو المواضع المختلفة عبر عرض النسيج - على سبيل المثال، تطبيق قوة جانبية أعلى في محطات تقليم الحواف وقوة أقل في مواضع الشق الداخلي - دون تغيير الشفرات أو الأجهزة. لا يتوفر هذا المستوى من التحكم لكل محطة في أنظمة الحز التي يتم تشغيلها ميكانيكيًا، وهو يمثل ميزة كبيرة لمرونة العملية بالنسبة للمحولات التي تعمل بمواصفات مواد متنوعة على نفس الجهاز.
العديد من تطبيقات التحويل حساسة للغاية للتلوث بالجسيمات. لا يمكن لأشرطة المكونات الإلكترونية، والأفلام البصرية، وتغليف الأجهزة الطبية، والمواد المعالجة في غرفة نظيفة أن تتحمل قطع الغبار أو الحطام الصغير المترسب على سطح الويب أثناء التقطيع. تطبق طرق القطع والقطع بالسحق قوة ضغط تؤدي إلى كسر المواد عند خط القطع، مما يؤدي إلى توليد جزيئات دقيقة - خاصة من المواد الهشة مثل فيلم PET، والبولي بروبيلين، والأوراق المطلية - التي تلوث كلاً من لفات الشق وبيئة التحويل.
تنتج آلية القطع بالقص جسيمات أقل بشكل كبير لأن المادة يتم قطعها عن طريق وجوه الشفرة المتقابلة بدلاً من كسرها تحت الضغط. يترك عمل المقص النظيف الحد الأدنى من المواد على الوجه المقطوع ليتفكك كحطام. للتطبيقات التي تتطلب معايير النظافة تعادل ISO Class 7 أو أفضل عادةً ما يكون الحز بالقص هو طريقة القطع الوحيدة القابلة للتطبيق ميكانيكيًا والتي يمكنها تلبية متطلبات الجسيمات دون إحاطة منطقة الحز بأكملها في بيئة مفلترة ومضغوطة.
كما يفيد تقليل توليد الغبار أيضًا في إطالة عمر الشفرة والماكينة. يتراكم غبار القطع الذي لا يتم استخلاصه بكفاءة من الماكينة على أسطح المحامل، والموجهات الخطية، وحاملات الشفرات، مما يؤدي إلى تسريع التآكل والمساهمة في عدم دقة تحديد المواقع بمرور الوقت. تنتج آلة القطع التي تستخدم مواد نظيفة تلوثًا داخليًا أقل، مما يقلل من تكرار الصيانة ويطيل فترة الخدمة بين عمليات استبدال المكونات الدقيقة.
تم تصميم آلات قطع الهواء من نوع القص لمعالجة الويب المستمرة عالية السرعة. تعمل الأجهزة الحديثة في هذه الفئة بسرعات ويب تتراوح من 200 م/دقيقة للشرائح الأثقل حتى 800 م/دقيقة أو أعلى لتطبيقات الأغشية الرقيقة ، اعتمادًا على المادة وعرض الشق ومتطلبات شد اللف. يتدرج عمل القطع الدوار بسلاسة مع زيادة سرعة الويب لأن قوة القطع يتم تطبيقها بشكل مستمر بواسطة الشفرات ذات الدوران المعاكس بدلاً من أن تكون متقطعة كما هو الحال في التكوينات المقطوعة أو المثقوبة. لا يوجد حدث تأثير ميكانيكي من شأنه أن يحد من السرعة أو يتطلب توازنًا ديناميكيًا عند السرعات العالية.
والأهم من ذلك، أن القوة الجانبية الهوائية التي تحافظ على تلامس الشفرة تكون مستقلة عن سرعة النسيج - فهي قوة ثابتة تطبقها أسطوانة الهواء بغض النظر عن مدى سرعة تحرك النسيج عبر منطقة القطع. وهذا يعني أن جودة الحافة المنتجة عند 100 م/دقيقة مطابقة بشكل أساسي لجودة الحافة عند 600 م/دقيقة، بشرط التحكم في التوتر والتتبع بشكل صحيح. على النقيض من ذلك، غالبًا ما تُظهر طرق القطع والقطع السحق تغيرات في جودة الحافة تعتمد على السرعة لأن قوى الضغط وديناميكيات الاحتكاك عند نقطة القطع تتغير مع زيادة سرعة الويب.
واحدة من المزايا الأكثر أهمية تجاريًا لتكوين قاطع الهواء من نوع القص هي قدرته على معالجة مجموعة واسعة من المواد على نفس منصة الماكينة عن طريق ضبط هندسة الشفرة، والقوة الجانبية، والتداخل، وتوتر الويب. يلخص الجدول أدناه فئات المواد الشائعة وكيفية تكييف معلمات قطع القص لكل منها.
| نوع المادة | سمك نموذجي | تعديلات المعلمة الرئيسية | نتيجة جودة الحافة |
|---|---|---|---|
| فيلم PET / BOPP | 12-50 ميكرومتر | قوة جانبية منخفضة، الحد الأدنى من التداخل | نظيفة، خالية من الغبار، لا تجعيد |
| رقائق الألومنيوم | 6-100 ميكرومتر | زاوية شفرة حادة، تداخل يمكن التحكم فيه | خالية من الحرق، ولا تتشقق |
| صفح مرن (تغليف) | 60-250 ميكرومتر | قوة جانبية متوسطة، إزالة شفرة متطابقة | لا يوجد تفريغ على الحافة |
| أقمشة غير منسوجة | 30-300 جم | قوة جانبية أعلى، وشحذ متكرر للشفرة | قطع ألياف نظيفة، الحد الأدنى من الاهتراء |
| الورق المطلي / بطانة الإصدار | 60-200 جم | تداخل معتدل، تدابير مضادة للكهرباء الساكنة | حافة ناعمة، لا يوجد كسر في الطلاء |
تعد هذه القدرة على التكيف ميزة اقتصادية رئيسية للمحولين الذين يقومون بمعالجة خطوط إنتاج متعددة على المعدات المشتركة. يمكن إعادة تشكيل آلة قطع الهواء من نوع القص الفردي بين الرقائق والأفلام والصفائح والأقمشة غير المنسوجة ضمن نوبة واحدة عن طريق تغيير هندسة الشفرة وضبط إعدادات الضغط الهوائي - مما يلغي الحاجة إلى آلات مخصصة لكل مجموعة مواد والتي قد تكون مطلوبة مع تقنيات قطع أقل قابلية للتعديل.
يعد طول عمر الشفرة متغيرًا مهمًا في التكلفة التشغيلية في عمليات الحز كبيرة الحجم. شفرات من نوع القص — يتم تصنيعها عادةً من الفولاذ عالي السرعة (HSS)، أو كربيد التنجستن، أو فولاذ الأدوات المطلي بالسيراميك - يتم ارتداؤها بشكل تدريجي أكثر من أدوات القطع أو القطع السحق لأن عملية القص توزع ضغط القطع على طول محيط حافة الشفرة بالكامل بدلاً من تركيزه عند نقطة تسجيل واحدة. عندما تدور الشفرة أثناء السفر عبر الويب، فإن أجزاء مختلفة من الحافة تتفاعل مع المادة بشكل تسلسلي، مما يؤدي إلى نشر التآكل بالتساوي حول محيط الشفرة بدلاً من إنشاء تآكل موضعي مسطح كما يحدث مع سكاكين الحز الثابتة.
يساهم نظام القوة الجانبية الهوائية في إطالة عمر الشفرة بطريقة دقيقة ولكنها مهمة: من خلال السماح للمشغل بضبط الحد الأدنى من القوة الجانبية اللازمة لتحقيق جودة القطع المطلوبة، فإنه يمنع الضغط الزائد الذي يؤدي إلى إضعاف الشفرات بسرعة عندما يقوم المشغلون يدويًا بربط حاملات الشفرات بما يتجاوز الإعداد الأمثل للتعويض عن مشاكل جودة الحافة الملحوظة. إن القوة الهوائية القابلة للتحكم والقابلة للتكرار تعني أن الشفرات تعمل باستمرار عند مستوى المشاركة الصحيح، مما يزيد من الفاصل الزمني بين دورات إعادة الشحذ أو الاستبدال.
تعد سلامة المشغل في عمليات الحز مصدر قلق مستمر نظرًا للشفرات الدوارة الحادة المعنية. يوفر نظام المشاركة الهوائية لآلة قطع الهواء تحسينًا ذا مغزى للسلامة مقارنة بحاملات الشفرات التي يتم تشغيلها ميكانيكيًا والتي تتطلب من المشغلين الوصول إلى منطقة الشفرة باستخدام الأدوات اليدوية أثناء الإعداد أو التعديل. من خلال التشغيل الهوائي، يمكن فصل الشفرات بالكامل من موضع القطع باستخدام لوحة التحكم قبل الحاجة إلى اتصال المشغل بمجموعة الشفرات. تشتمل العديد من تصميمات الماكينة أيضًا على أقفال أمان تفصل تلقائيًا جميع محطات الشفرات عند فتح الواقيات أو عند تنشيط دائرة التوقف في حالات الطوارئ.
تعد القدرة على فصل الشفرات على الفور دون إيقاف محرك أقراص الويب ذات قيمة تشغيلية أيضًا. إذا اقتربت لصقة ويب أو رقعة عيب أو جسم غريب من محطة الحز، فيمكن للمشغل فصل الشفرات مؤقتًا للسماح بالمرور الشاذ دون ملامسة حواف القطع - مما يمنع تلف الشفرة وتجنب انقطاع الشبكة الذي قد يتطلب توقفًا كاملاً للآلة ودورة إعادة اللولبة. يتم تقدير هذه الإمكانية بشكل خاص في العمليات عالية السرعة حيث يمثل إيقاف الماكينة وإعادة تشغيلها تكلفة إنتاجية كبيرة.
توفر آلة القطع بالهواء من النوع القص مجموعة المزايا الأكثر إلحاحًا في السيناريوهات التشغيلية التالية:
عبر كل هذه السيناريوهات، فإن مجموعة آلة القطع بالهواء من نوع القص التي تجمع بين التحكم الهوائي الدقيق، وعمل القص النظيف، والإعداد السريع، والتوافق الواسع للمواد تضعها كمنصة الحز الأكثر تقريبًا من الناحية الفنية المتاحة لتطبيقات التحويل المطلوبة.
Copyright © تشانغتشو AoHeng الماكينات والشركة المحدودة All Rights Reserved












